2026-04-07
175% TOOL LIFE INCREASE WITH A CUSTOM DRIVEN TOOL HOLDER
CHALLENGE:
The production of our aluminum casting product is carried out on a Murata MD120 driven-tool lathe. The Ø4 mm holes on the face surface were machined using a solid carbide drill without internal cooling.
However, the turret’s maximum speed of 4000 rpm did not allow achieving the optimal cutting speed for this hole diameter and material. As a result, rapid built-up edge formation occurred on the cutting surface of the drill during machining, significantly reducing tool life.
SOLUTION:
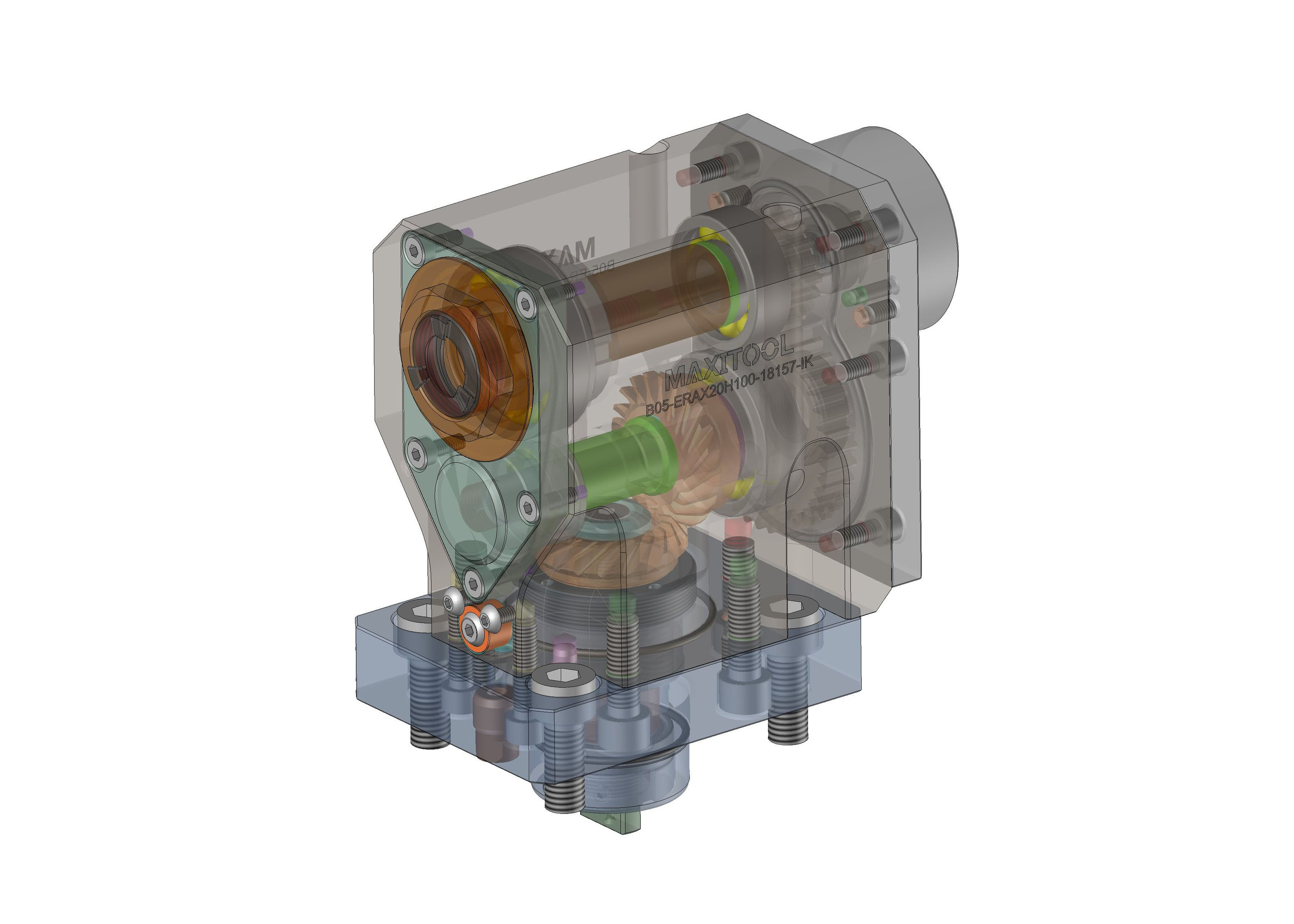
To solve the problem, we commissioned the engineering team at MAXITOOL to design and manufacture a custom radial driven tool holder with internal cooling and a 1:2 speed-increasing ratio. After quick coordination, we received the tool holder within a few months and immediately integrated it into the production process.
RESULT:
With the application of the new tool holder, thanks to internal cooling and higher spindle speed, built-up edge formation was almost completely eliminated, resulting in a 175% increase in tool life. Since then, we have been using the MAXITOOL tool holder continuously and without issues in our production, achieving significant productivity improvements.
Kristóf Békefi
Hanon Systems