2026-04-07
ZVÝŠENÍ ŽIVOTNOSTI NÁSTROJE O 175 % DÍKY ZAKÁZKOVÉMU POHÁNĚNÉMU DRŽÁKU NÁSTROJE
VÝZVA:
Výroba našeho hliníkového odlitku probíhá na soustruhu Murata MD120 s poháněnými nástroji. Otvory o průměru Ø4 mm na čelní ploše byly obráběny tvrdokovovým vrtákem bez vnitřního chlazení.
Maximální otáčky revolverové hlavy 4000 ot/min však neumožňovaly dosažení optimální řezné rychlosti pro tento průměr otvoru a materiál. V důsledku toho docházelo během obrábění k rychlé tvorbě nárůstků na břitu vrtáku, což výrazně snižovalo jeho životnost.
ŘEŠENÍ:
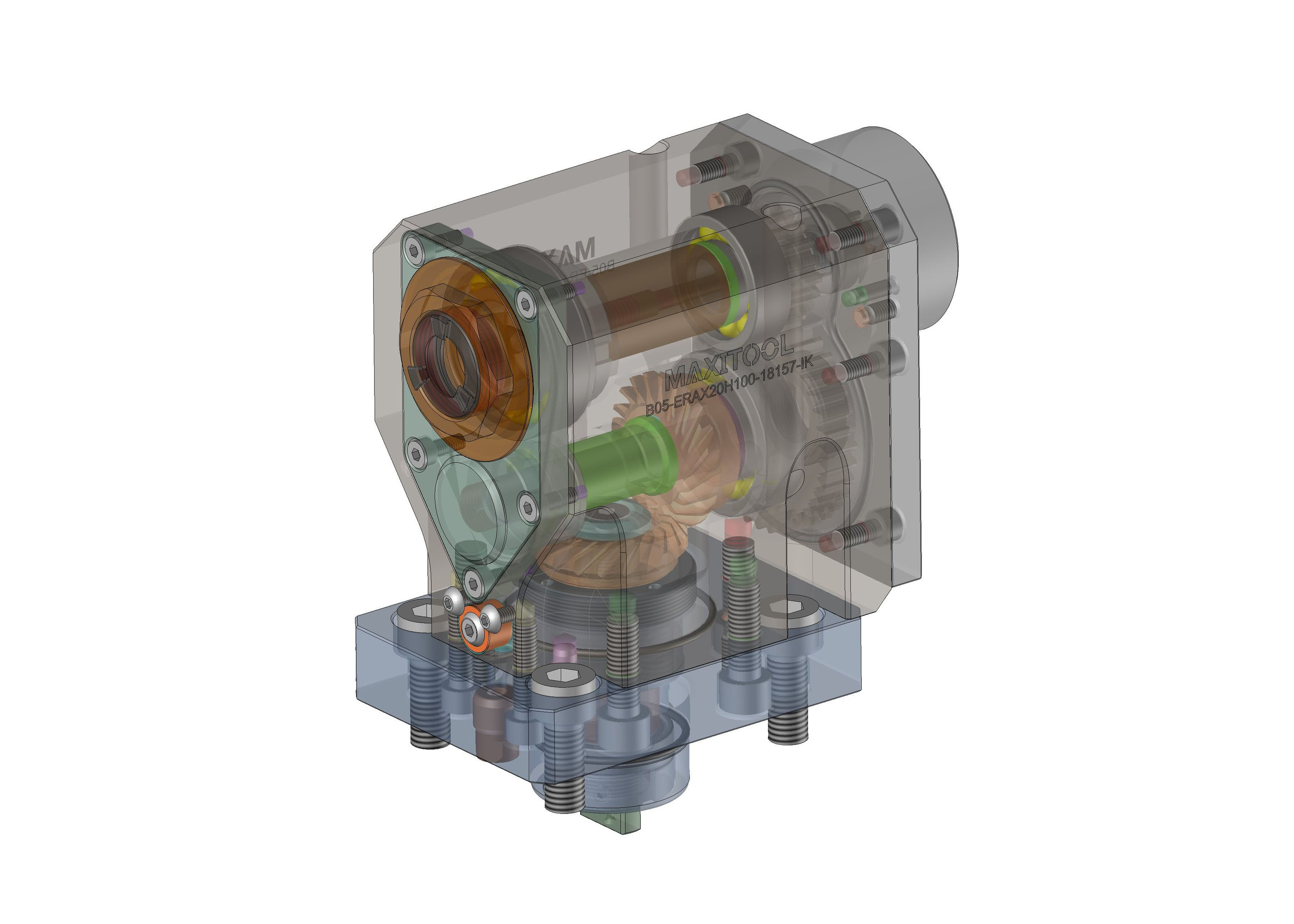
Pro vyřešení problému jsme oslovili inženýrský tým MAXITOOL s návrhem a výrobou zakázkového radiálního poháněného držáku nástroje s vnitřním chlazením a převodem 1:2 pro zvýšení otáček. Po rychlé komunikaci jsme držák obdrželi během několika měsíců a ihned jej nasadili do výroby.
VÝSLEDEK:
Použitím nového držáku nástroje, díky vnitřnímu chlazení a vyšším otáčkám, byla tvorba nárůstků téměř zcela eliminována, což vedlo ke zvýšení životnosti nástroje o 175 %. Držák MAXITOOL od té doby bez problémů a nepřetržitě používáme ve výrobě, čímž jsme dosáhli výrazného zvýšení produktivity.
Kristóf Békefi
Hanon Systems