2026-04-07
175 % LÄNGERE WERKZEUGSTANDZEIT MIT EINEM INDIVIDUELLEN ANGETRIEBENEN WERKZEUGHALTER
HERAUSFORDERUNG:
Die Fertigung unseres Aluminiumgussprodukts erfolgt auf einer Murata MD120 Drehmaschine mit angetriebenen Werkzeugen. Die Bohrungen mit Ø4 mm auf der Stirnfläche wurden ohne Innenkühlung mit einem Vollhartmetallbohrer bearbeitet.
Die maximale Drehzahl des Revolvers von 4000 1/min ermöglichte jedoch nicht die erforderliche Schnittgeschwindigkeit für diesen Bohrungsdurchmesser und Werkstoff. Infolgedessen kam es während der Bearbeitung zu schneller Aufbauschneidenbildung an der Schneide des Bohrers, was die Standzeit erheblich reduzierte.
LÖSUNG:
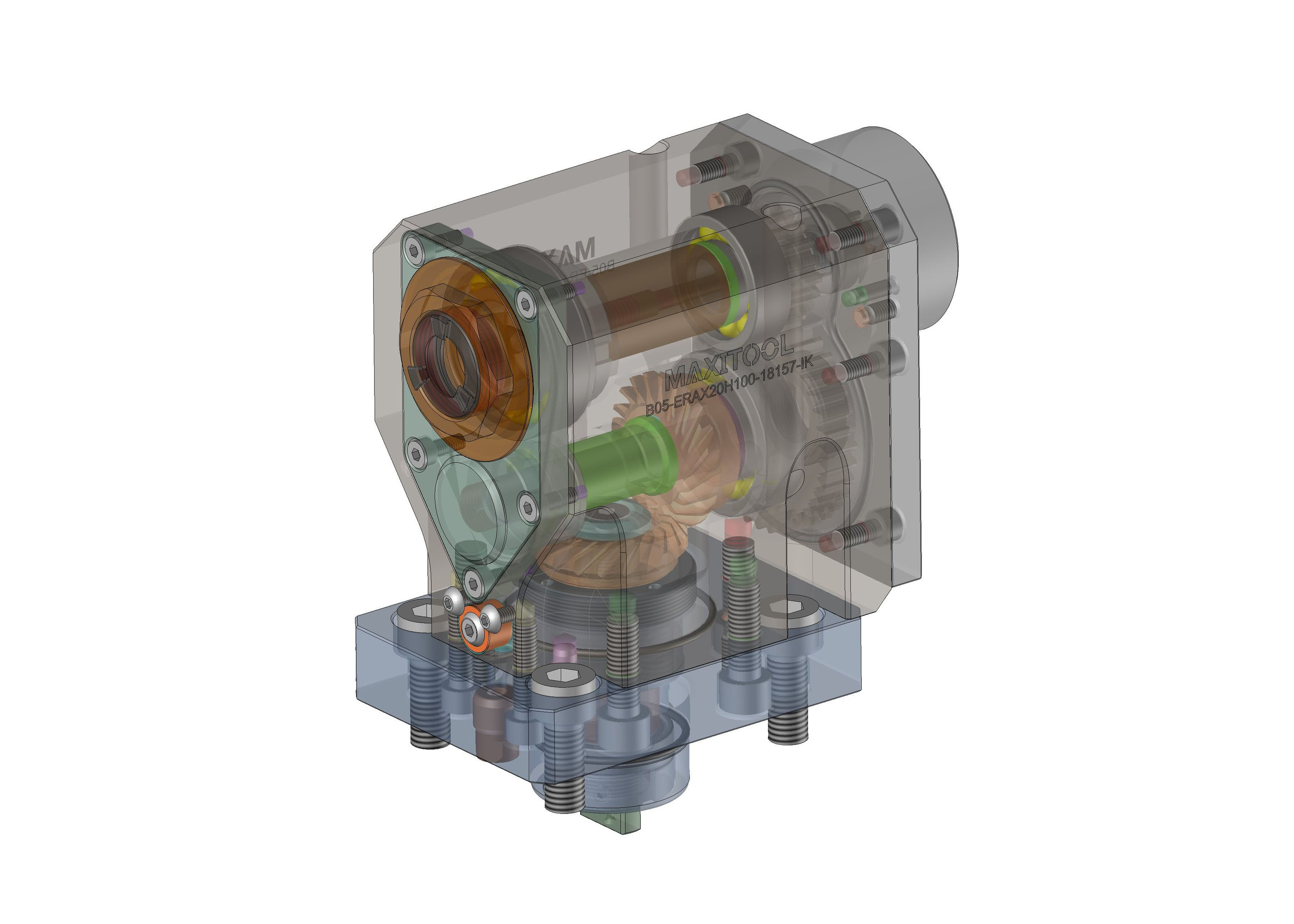
Zur Lösung des Problems beauftragten wir das Ingenieurteam von MAXITOOL mit der Konstruktion und Herstellung eines kundenspezifischen radialen angetriebenen Werkzeughalters mit Innenkühlung und einer Übersetzung von 1:2 (Drehzahlerhöhung). Nach schneller Abstimmung erhielten wir den Werkzeughalter innerhalb weniger Monate und integrierten ihn sofort in den Produktionsprozess.
ERGEBNIS:
Durch den Einsatz des neuen Werkzeughalters konnten dank Innenkühlung und höherer Drehzahl die Aufbauschneidenbildung nahezu vollständig beseitigt und die Werkzeugstandzeit um 175 % erhöht werden. Seitdem setzen wir den MAXITOOL Werkzeughalter kontinuierlich und problemlos in unserer Produktion ein und erzielen eine deutliche Produktivitätssteigerung.
Kristóf Békefi
Hanon Systems