2026-04-06
CIKLUSIDŐ CSÖKKENTÉSE EGYEDI HAJTOTT AXIÁLIS SZERSZÁMTARTÓVAL
KIHÍVÁS:
Egy jelentős termékünk gyártását egy TSUGAMI M08SYE_II hajtott szerszámos esztergagépen végezzük CuZn39Pb3 alapanyagból. Az alkatrész oldalsó kibontását eddig 6 és 3 mm átmérőjű keményfém marókkal, illetve 3 mm átmérőjű gömbmaróval végeztük, azonban a revolver maximális 5000 1/min fordulatszáma nem tette lehetővé az ideális forgácsolási paraméterek alkalmazását. Ennek következtében a ciklusidő jelentősen elmaradt az optimálistól, ami csökkentette a termelékenységet.
MEGOLDÁS:
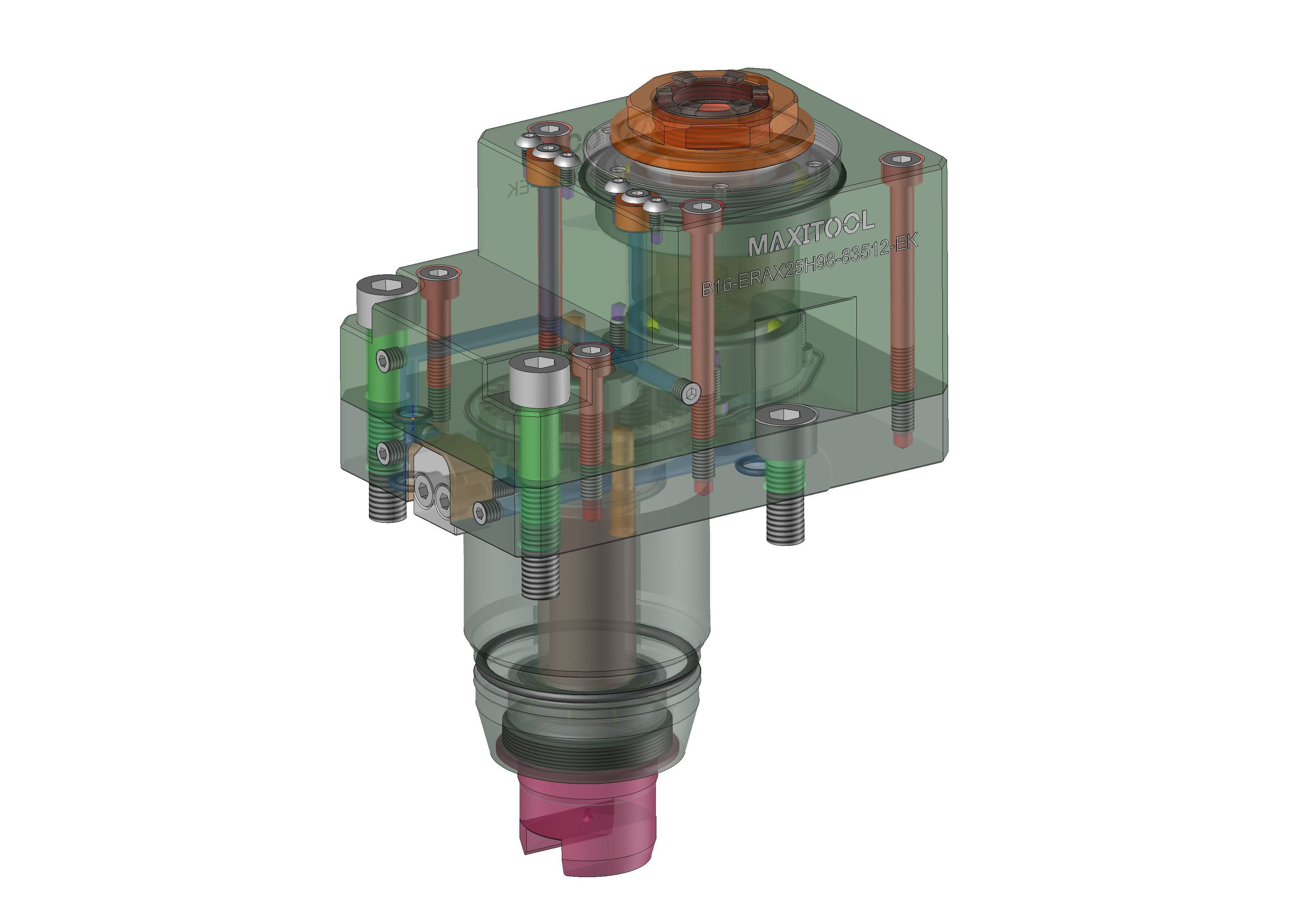
A probléma megoldására a MAXITOOL mérnökcsapatát bíztuk meg egyedi, 1:2-es gyorsító áttételű axiális hajtott szerszámtartók tervezésével és gyártásával. A gyors és hatékony egyeztetést követően néhány hónapon belül kézhez kaptuk a szerszámtartókat, amelyeket azonnal tesztelni kezdtünk.
EREDMÉNY:
Az új szerszámtartóknak köszönhetően megdupláztuk a revolver fordulatszámát, így a szerszámokat végre az optimális forgácsolási technológiákkal használhatjuk. Ennek eredményeként a termék ciklusidejét 40%-kal csökkentettük, jelentősen növelve a hatékonyságot és a termelékenységet. A MAXITOOL szerszámtartókat azóta is folyamatosan és problémamentesen alkalmazzuk a gyártásunkban.
Fiers András, Krisztofer Andróczi
Fiers Mechanika kft.